日本理化學研究所(簡稱「理研」)開發出了能在短時間内高精度簡便規模化製作微圓頂結構玻璃的技術。這種結構是通過使薄板玻璃上形成的微小空腔中的氣體熱膨脹來實現的,可作為透鏡使用。
研究團隊驗證確認,按照以下步驟可形成符合不同尺寸要求的玻璃微圓頂結構:①在玻璃基底層上形成淺而小的凹槽;②重疊玻璃片臨時接合,形成封閉的微小空腔;③利用玻璃吹製的原理,邊對周圍抽真空邊加熱,使空腔中的空氣膨脹;④慢慢冷卻。
此次試驗使用厚度為100μm(1μm為千分之一毫米)~250μm的玻璃板,製作了直徑為30μm~1mm不等的多種微圓頂結構。試驗結果顯示,直接使用的話具有凹透鏡(縮小透鏡)功能,導入填充液的話則具有凸透鏡(放大透鏡)的功能。另外確認,在高溫條件下以及酸和有機溶劑等中透鏡功能也不會失落,保持了玻璃的特性。
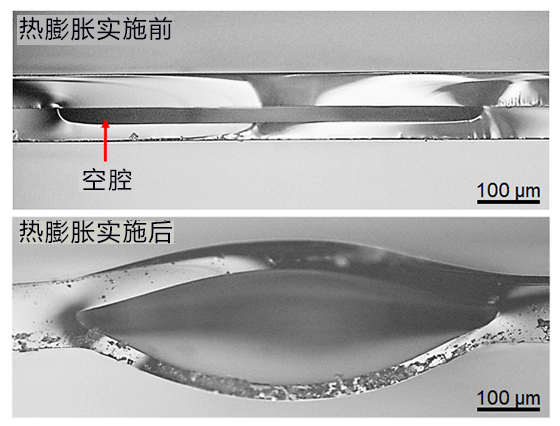
圖:本次研究開發的熱膨脹法實施前和實施後的玻璃微圓頂結構的截面圖
此次,研究團隊著眼於利用玻璃中所含氣體熱膨脹的吹製玻璃製法。將玻璃加工領域流傳數百年的傳統技術用於微型加工,開發出了能在短時間内高精度、簡單地量產以高縱橫比從表面突出的薄型玻璃微圓頂結構的技術。
圖1(a-d)是此次開發的技術加工流程簡略圖。首先,用能溶解玻璃的氫氟酸進行蝕刻,在玻璃基底層上形成淺而小的凹槽;然後疊加蓋玻片使臨時接合,形成封閉的空腔;在這種狀態下,邊將周圍抽成真空邊加熱(減壓,升溫),空腔中的空氣膨脹使得平板玻璃逐漸成圓頂狀,形成微圓頂結構;同時,圓頂以外部分的基底層與蓋板玻璃接合;當達到預想的形狀時停止加熱,邊抽真空邊控制程序緩慢冷卻(減壓,降溫)。由此,便在保持圓頂狀的同時,根據設計的尺寸生成了玻璃微圓頂結構。
圖1(e)是這種結構作為透鏡工作時的機制。不使用填充液時,玻璃壁的厚度差發揮透鏡的作用。即在熱膨脹的作用下,透鏡中央部分的玻璃壁厚度稍微變薄,上下雙層(圖中為左右雙層)組成了雙重凹透鏡(準確地說是凹彎月型透鏡)。此時,觀察對象看起來會比實際小,因此是縮小透鏡。
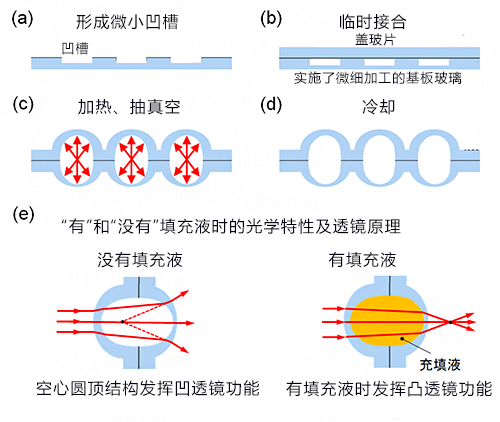
圖1:利用玻璃膨脹法的玻璃微圓頂構造製作工序及功能
另一方面,使用折射率與玻璃相同、比空氣大的填充液時,則變成雙凸透鏡。此時,觀察對象看起來比實際大,因此是放大透鏡。使用填充液時雖然不再完全是玻璃透鏡,但由於外側為玻璃,保持了玻璃的物理可用能強度和化學耐性等基本特性。
玻璃圓頂結構的變形程度會根據所用玻璃的厚度而變化。如圖2a和b,上側玻璃厚,變形程度便小;下側玻璃薄,變形程度就大。截面呈漂亮的吊鐘型,圓頂結構中央部分的玻璃比周圍薄。不過,凹槽部以外的接合部分如果上下玻璃厚度不一的話,會因熱膨脹率不同而開裂,因此需要接合厚度基本相同的玻璃。
此外,如圖2c和d所示,可以自由設定數量、形狀和尺寸等不同的設計條件,而且能以高再現性均勻製作,另外還可以設置導入填充液的流路。因此,可以說利用該方法製作的圓頂結構的應用範圍非常廣。
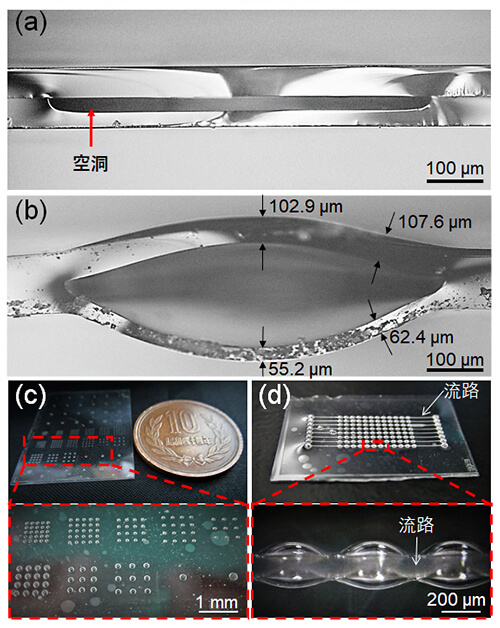
圖2:作製的玻璃微圓頂結構的照片
研究團隊還調查了圓頂結構如何隨著玻璃的厚度以及凹槽的直徑和深度而變化的過程。調查發現,使用的玻璃片越薄、凹槽直徑越大、深度越深,圓頂的高度越高(圖3a、b)。這種趨勢與基於玻璃硬度和厚度理論計算的結果高度一致,圓頂的高度偏差也非常小,誤差在5%以内。由此確認,微圓頂結構設計簡單,再現性好。另外,利用表面形狀測量儀實施的測量顯示,圓頂結構具有非常漂亮的吊鐘型三維結構和截面形狀(圖3c、d)。
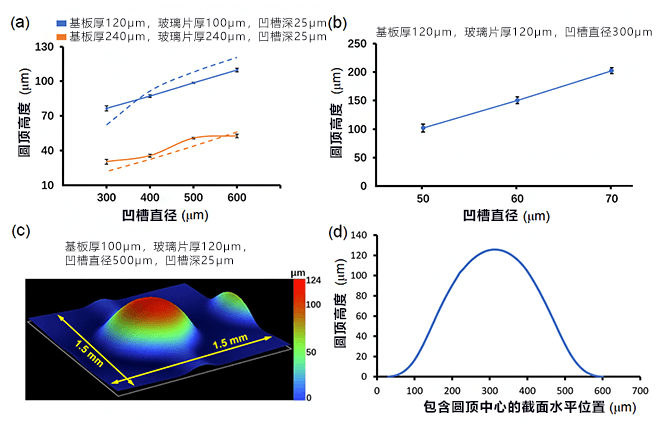
圖3:圓頂結構設計條件的驗證機立體形狀測量
除此之外,研究團隊還以觀察標尺刻度調查了製作的玻璃微圓頂結構是否會發揮玻璃透鏡的作用(圖4a、b)。經觀察確認,使用沒有填充液的「空腔」透鏡時,標尺刻度縮小;而使用礦物質油作填充液的「填充」透鏡時,標尺刻度放大。另外還發現,放大或縮小的倍率取決於透鏡的直徑,填充透鏡最大具有1.65倍的放大效果(圖4c)。
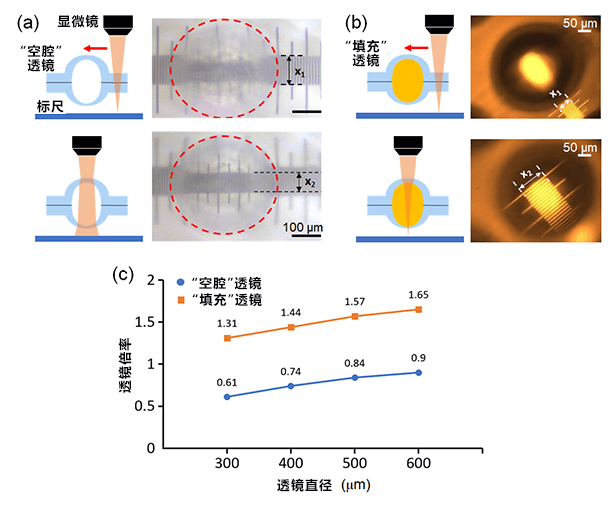
圖4:玻璃微圓頂結構的透鏡功能驗證實驗
最後,研究團隊驗證了製作的玻璃透鏡能否在高溫、強酸或有機溶劑環境下使用。結果顯示,用熱板加熱至300℃以上後即使有填充液的玻璃透鏡也功能不變;在強酸硫酸和有機溶劑丙酮中,空腔透鏡和填充透鏡也能繼續使用,確認透鏡保持了玻璃的基本特性。
該研究成果有望應用於在新一代產業中至關重要的分析用光學元件、微化學反應和醫療用細胞分離分析檢查儀器,以及用作基底層嵌入式相機的高精度微透鏡等。
論文資訊
題目:Thin glass micro-dome structure based microlens fabricated by accurate thermal expansion of microcavities
期刊:《Applied Physics Letters》
DOI:10.1063/1.5123186
文:JST客觀日本編輯部翻譯整理